

Steam trap testing guide
content:
Part 1: Inspection of the trap by visual observation
Part 2: Test the temperature of the trap
Low temperature trap (blocked)
Use temperature to check steam leakage?
Part 3: Test the trap with sound
Summary table: Test traps visually and acoustically
Tools for testing traps
test temperature
Test with sound
recommend
Steam traps are valves designed to automatically discharge condensate and air from the steam system. Like all mechanical devices, they ultimately need to be repaired and maintained in accordance with the manufacturer's specifications.
Steam leaks, or
Block condensate drain (for example, low temperature trap)
There are many ways to test whether the steam trap is working properly, including visual observation, temperature detection, sound/vibration detection, and ultrasonic detection, or a combination of all the above methods.
Part 1: Inspection of the trap by visual observation
Although the distance of visual observation is limited, it is still an important first step to check whether a trap is working properly.
For example, it can generally be seen that the amount of condensate discharge is reduced or a large amount of steam leaks at the outlet of the trap, indicating that the trap needs maintenance. Of course, visual assessment is only applicable to open systems. When using a closed condensate recovery system, the pipeline will obstruct visual inspection. In some cases, installing a sight glass on the outlet end of the trap can help visual observation.
It is easy to visually judge the leakage of trap needle hole, connection position and sealing point. In most cases, unless the problem of the trap can be clearly determined visually, a correct diagnosis requires temperature and sound detection, and sometimes even an infrared thermal imaging camera.
Tips
Visual observation can sometimes have a clear guiding effect on the working condition of the trap, so even if this method cannot provide a complete diagnosis, TLV recommends the first use of visual observation when testing the trap.
Part 2: Test the temperature of the trap
The first step in detecting whether a steam trap is malfunctioning is to detect the temperature of the condensate at the inlet of the trap. Except for deliberate subcooling (such as low temperature heating), the temperature of condensate at the inlet of the trap should be close to the saturated steam temperature.
Low temperature trap (blocked)
When the following situations occur, the temperature at the time of inspection is very based on judgment:
Blocked trap
Insufficient displacement
These problems can cause condensate to accumulate, which reduces the temperature of the trap. If the temperature is very low and the application is still "working", it means that the size of the trap may be too small, the valve nozzle selected incorrectly, the trap/filter is clogged, or there is a regulating valve in front of the equipment, making the pressure difference insufficient Drain the condensate ("Stuck Flow").
In the case of stagnant flow, the trap itself may be good, but a different drainage method is needed. Replacing the trap does not improve the drainage capacity. To learn more about stagnant current, please visit: What is "Stage Current"?
Thermal imaging-example 1
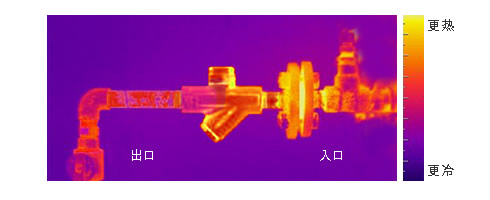
When the drainage volume of the trap is insufficient, condensate will accumulate and the surface temperature of the trap will decrease.
Use temperature to check for steam leaks?
Using temperature to determine whether the trap is leaking can lead to erroneous results. Because the high-temperature condensate flashes into steam when it enters the low-pressure pipeline. Because the temperature of flash steam is almost the same as the temperature of the leaking raw steam, temperature detection cannot detect the difference between steam leakage and conventional condensate discharge. An incorrect report based on temperature may result in the replacement of a working steam trap.
Thermal imaging-example 2
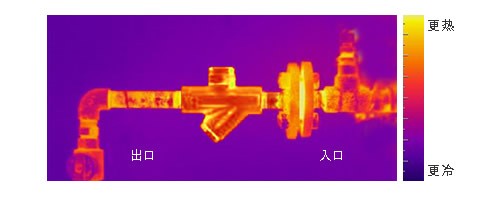
In the previous picture, it is impossible to determine whether the trap is leaking steam or working normally.
More information: Beware of the risks of cryogenic traps
Part 3: Test the trap with sound
When condensate passes through the trap, most traps will produce sound and vibration when they open and close. When a trap is no longer working properly, (wear, blockage or other reasons) these sounds will change. Recognizing the differences will help evaluate the performance of steam traps.
When the inverted bucket trap is blocked by impurities and floating objects, the trap will be temporarily closed and cannot drain, and it may freeze under certain environmental conditions.
Examples of traditional inverted bucket traps
In the traditional inverted bucket trap, if the condensate load is too low, the raw steam will leak.
The leakage of raw steam will make different sounds. The difference between them can be understood as "whistle and wave", steam leakage is similar to whistle, even if the sound is very light, but the pitch is high. But it is impossible for a fluid to make such a sound, no matter whether the amount of outflow is large or small.
The sound of the condensate flowing through the trap has a low pitch, so when the sound becomes more like steam flowing, if the pitch is higher, then the trap may have a large amount of flash steam or raw steam leaking, and further testing is required .
Summary table: Test traps visually and acoustically
| Working trap | |||
|---|---|---|---|
| Description |  |  |  |
| Exterior | Small amount of condensate drain | Continuous discharge of flash steam and condensate | Continuous discharge of large amounts of condensate and flash steam |
| sound | Almost no sound | Whirlwind sound | The sound of a hurricane |
| Leaking trap | |||
|---|---|---|---|
| Description |  |  |  |
| Exterior | Discharge high-speed (clean) raw steam and condensate | Discharge high-speed (clean) raw steam | Continuously emit high-speed (clean) raw steam |
| sound | Similar to compressed air leakage | A soft whistle similar to a leak of compressed air | Louder whistle |
| Low temperature trap (blocked) | Insufficient displacement | |
|---|---|---|
| Description |  |  |
| Exterior | No condensate or steam discharge Steam trap temperature drops (It is easy to confuse with traps that are not working) | Smooth discharge Insufficient displacement |
| sound | no | Very small voice |
Tools for testing traps
test temperature
Many tools can be used to detect traps, some use temperature, some use sound, and some use both. To test the trap by temperature only, the temperature probe needs to be tested at the inlet end of the trap instead of the outlet end.
Detection temperature-inlet or outlet?

The temperature at the inlet of the steam trap should always be checked, because the temperature at the outlet depends on the downstream pipeline pressure and other factors.
For example, sometimes even if the inlet steam temperature is 250 °C [482 °F], if the condensate is discharged directly to the atmosphere, the temperature at the outlet end of the trap cannot reach 100 °C [212 °F]. Therefore, even if the steam leaks, it is impossible to get a correct trap diagnosis. Detecting temperature is very meaningful for judging whether the trap is blocked, but it is not a big reference for leaking.
The improved instrument has a thermal sensor and a digital display for easy use and correct reading. In any case, to provide the most accurate diagnosis including clogging and leaks, temperature and sound/ultrasonic levels must be tested at the same time.
Test with sound
The stethoscope can be used to amplify the sound of the trap. Although these lack the precision of advanced electronic instruments, they are light and easy to use, and can be used as a very useful tool when working with modern inspections. The position of the needle of the stethoscope depends on which type of sound the inspector wants to hear. Generally, the inspector needs to check many positions.
A stethoscope generally uses an earpiece to directly contact the object to be measured to amplify the sound. (For example, in the medical field), but it cannot be used in steam traps. Because the trap does not have as much surface space to place the ear head. Moreover, medical equipment is too fragile for typical factory conditions, and therefore cannot be used for a long time. Therefore, we generally use professional stethoscopes with slender needles instead of ordinary stethoscopes. Of course, using electronic ultrasonic diagnostic equipment to test the trap will be more accurate than a stethoscope.
Although using sound to detect traps is not as accurate as modern instruments, the stethoscope is convenient to use and can amplify the sound made by the steam trap valve nozzle.
As mentioned earlier, an instrument that detects both temperature and ultrasound is ideal. The temperature reading is used to determine whether the trap is clogged, and whether there is a steam leak in the ultrasonic detection, because the sound of steam leakage is very different from the sound of draining condensate.
When properly filtered, these temperature and ultrasonic testing instruments can provide a correct reading for the inspector to make a judgment on the working conditions. Some ultrasonic testing instruments can even use previous experience and internal data to automatically judge the test results against the same ultrasonic level, which greatly increases the accuracy of the test.
recommend
Testing is a very important part of managing steam traps. Once the fault is confirmed, it must be repaired or replaced immediately, usually as soon as possible to ensure the greatest benefit.
Getting help from experienced professionals who use specialized equipment is a key element in correctly diagnosing trap operating conditions. Just like the reasons stated before, it is highly recommended that an instrument that can detect temperature and ultrasound at the same time.
In addition to the trap itself, testing its peripheral equipment is also very important. Including manual valve, bypass valve, check valve and working conditions of gas equipment. Regularly optimizing your steam system can effectively improve process production efficiency and save energy.